
Глядя на украшения в витрине, задумывались ли вы когда-нибудь о том, какой путь проходит каждое украшение, прежде чем попасть в продажу? Сегодня мы поговорим о работе тех, кто создает украшения - мы поделимся "кухней" процесса и по очереди опишем все этапы, связанные с производством: от эскиза на бумаге до реального воплощения.
Работа над ювелирной коллекцией начинается с выбора темы и источника вдохновения. Перед созданием эскиза дизайнер обычно рисует глиняную табличку, которая является визуальным отображением настроения коллекции. Доска настроения обычно включает графические изображения и фотографии, необходимые для отражения настроения и темы будущей коллекции. Следующий шаг - создание эскиза. Идеи художника получают реалистичные очертания на бумаге. Дизайнер разрабатывает одновременно несколько вариантов украшения, которые могут отличаться элементами дизайна, вставками, вариантами застежек и другими деталями. Из различных вариантов мы выбираем тот, который лучше всего подходит с точки зрения эстетики и функциональности.


3D-модель объекта создается в графическом редакторе по эскизам, предложенным художником (Rhinoceros - наиболее распространенный инструмент в ювелирной среде). Благодаря работе 3D-модельера двухмерный эскиз художника приобретает объем и форму. 3D-модельер обладает опытом не только компьютерного дизайнера, но и конструктора и технолога, что означает, что он учитывает детали и технические особенности будущего изделия. Иногда 3D-дизайнер работает непосредственно с техническими специалистами фабрики, что позволяет первоначально оценить все особенности будущего изделия и внести коррективы в дизайн до того, как декоративное изделие примет окончательную форму. 3D-модель должна быть разработана таким образом, чтобы изготовителю ювелирных изделий было удобно ее использовать. Если 3D-модель технически правильная, то само изделие впоследствии не составит труда изготовить. В то же время некорректная 3D-модель может оказаться совершенно бесполезной с точки зрения производства, или заказ на основе такой модели может увеличить стоимость изделия в несколько раз.

Модель, созданная в графическом редакторе, печатается на 3D-принтере с помощью специального полимера или воска. Эта мягкая на ощупь модель заполняется жидким гипсом и помещается в печь. При высоких температурах гипс затвердевает, образуя полости в форме модели, а воск или полимер вытекает из оставленных отверстий. Затем в эту полость заливается жидкий металл (обычно латунь), где он со временем остывает. Так создается мастер-модель изделия. Готовая металлическая работа дорабатывается вручную и становится стандартом для всех будущих изделий. Например, для каждого размера или украшения мы создаем отдельную мастер-модель. Если после получения мастер-модели мы обнаружим какие-либо серьезные недостатки конструкции, мы переработаем 3D-модель на этом этапе.

Следующий этап - изготовление формы, чтобы процесс производства был максимально быстрым и простым, чтобы ввести ее в эксплуатацию. Сырьем для изготовления форм является резиновая смесь, поэтому в профессиональных кругах эти формы называют просто "резиновыми". Готовая мастер-модель покрывается этим пластиковым блоком, помещается в вулканизационную машину, нагревается в течение 5 минут, а затем отверждается при высоком давлении и температуре около 140-150°C в течение 40 минут. За это время вещество, похожее на пластик, затвердевает до резиновой текстуры. Затем гравер аккуратно разрезает форму специальным инструментом, и мастер-модель удаляется, оставляя трехмерный оттиск в резине. Теперь продукт может быть произведен в любом количестве. Все изделия из этой резины выглядят одинаково. Простые изделия, не имеющие сложных компонентов, можно изготовить с помощью одной резинки, в то время как для конструирования более сложных изделий обычно требуется использование нескольких резиновых форм (поскольку каждая часть изделия создает свою собственную резинку). Резиновые ленты не вечны, но если у вас есть мастер-модель, вы всегда можете сделать новую форму. Изготовление формы завершает подготовительный этап производства.

На этом этапе производства ювелирным изделиям придается реальная, хотя и восковая форма, которая затем становится своего рода шаблоном для литья металла. Производство восковой фигуры начинается с составления технических условий, в которых определяется необходимое количество изделий и диапазон размеров. Расплавленный воск впрыскивается в форму с помощью специального оборудования (шприцов). Форма всегда должна быть холодной, чтобы воск быстрее затвердел. Поэтому, когда воск нагревается, воскоплав охлаждает его в холодильнике. Готовый воск вместе с накладной передается в отдел качества для проверки. Воск, прошедший контроль качества, прикрепляется к восковой палочке. В результате получается восковое дерево - литая металлическая заготовка, напоминающая рождественскую елку. Восковые деревья сортируются по металлу: одно дерево сделано из серебра, другое - из золота и т.д. Затем вся восковая конструкция заливается в гипсовую модель и отправляется в печь для формирования формы для литья. При высоких температурах воск вытекает, а остатки сгорают, образуя внутри полую гипсовую форму. Именно эта форма будет использоваться для отливки. Основная задача этого этапа - изготовить гипсовую форму для литья, максимально большую по количеству.

В зависимости от требуемого металла, литейщик ювелирных изделий готовит сплав для литья, смешивая чистый металл (в наших украшениях - серебро) со сплавом - смесью металлов (обычно меди, никеля, цинка, но могут быть и другие). Компоненты расплавляются вместе, тщательно перемешиваются до получения однородного содержимого, а затем заливаются в подготовленную гипсовую форму. После остывания смеси гипсовую форму разбирают, остатки гипса смывают струей воды и извлекают готовую елку из металла. Литые восковые елки разбираются на составные части, части разбираются на части и отправляются на переработку. Оставшиеся стержни и отливки (металлические стержни, к которым крепятся детали) отправляются в цех переплавки.

Следующий шаг - удаление заусенцев. Суть этого процесса заключается в полировке продукта путем его перемешивания в специальном барабане, содержащем игольчатые, сферические и пирамидальные керамические частицы. После полировки поверхность ювелирных изделий становится более гладкой и плотной.

Основная часть украшений выполняется вручную. Монтаж, доработка и регулировка - это тонкая задача, требующая осторожности. В ювелирном деле качество оправы определяет долговечность украшения. Затем ювелирные изделия полируются вручную до блеска.
После гальванизации и сборки все украшения отправляются в пробирную палату. В пробирном управлении изделие проверяется на соответствие ГОСТу, и если пробирные требования подтверждены, на изделие ставится специальное пробирное клеймо и наименование продукции. Согласно закону, все изделия из драгоценных металлов должны иметь клеймо. Единственным исключением являются серебряные изделия: если вес серебряного изделия менее 3 граммов, то клеймо ставится по требованию.

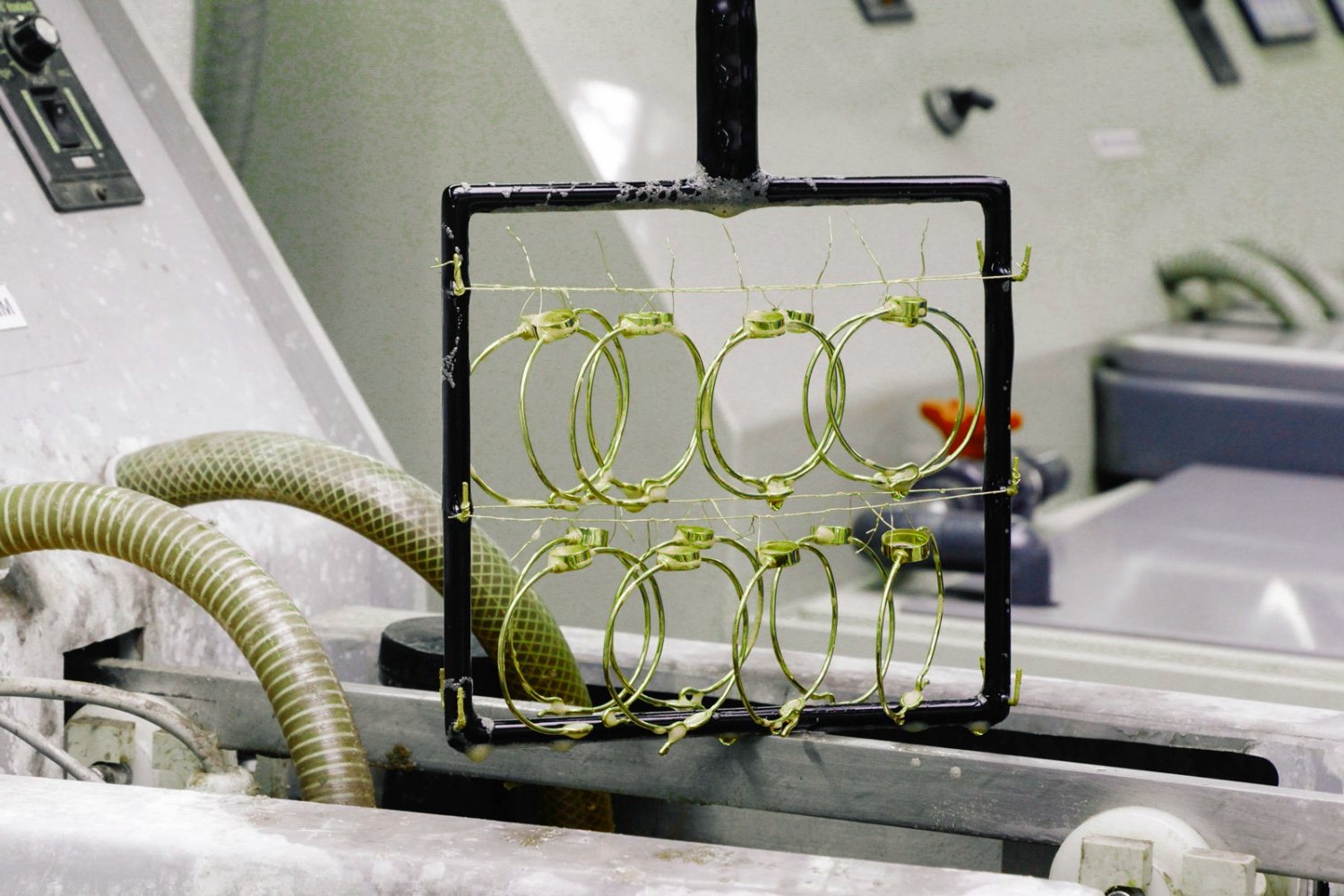
После этого на изделия, требующие золочения, наносится тонкий слой золота с помощью электрического тока и электрической тепловой ванны (в наших серебряных изделиях мы используем цвет 750 пробы). Серебряные изделия без золотого покрытия покрываются родием по той же технологии. Это происходит за счет электрохимической реакции, в ходе которой нанесенные частицы металла осаждаются на металл изделия, погруженного в специальный раствор.
Родий - самый редкий из платиновых металлов. Родий используется для защиты ювелирных изделий из серебра и белого золота благодаря своей исключительной твердости и устойчивости к воздействию тепла, кислот и других агрессивных веществ. Родий также гипоаллергенен и не вызывает раздражения или покраснения. Наши серебряные изделия проходят обязательный процесс родирования, который защищает металл от естественного потемнения и царапин и придает ему красивый блеск. Гальваническое и родиевое покрытие не влияют на пробу, поэтому этот этап наступает после пробирного анализа.
Завершающим этапом производства является закрепление камней, которые предварительно подбираются для каждого украшения. Существует два типа установки: с помощью клея или установки самого металла. Какой бы метод ни был выбран, на этом этапе важны точность и аккуратность: ювелир должен поместить камень в углубление и закрепить его так, чтобы он не выпал при ношении. Органическое происхождение янтаря, мягкость материала, наличие вкраплений и пузырьков воздуха делают работу с камнем очень сложной. Закрепитель, использующий янтарь, должен обладать специальными знаниями физических свойств камня, чтобы избежать сколов и трещин.

Создание целостной, самодостаточной коллекции ювелирных изделий - это сложный, многоступенчатый процесс, в котором все этапы тесно связаны между собой. Особенно важным считается трехмерное моделирование: именно от этого этапа напрямую зависит, насколько легко и быстро заказы будут реализованы на производстве. В среднем подготовительный этап производства занимает около одного месяца, и столько же времени уходит на выполнение заказа в производстве.
Из всех ювелирных изделий серьги - самые дорогие в изготовлении. Фактически, розничная цена должна включать затраты на производство двух изделий одновременно, поэтому расчет подходящей себестоимости - непростая задача. Самым сложным аспектом также является создание колец, не только с точки зрения производства (каждый размер требует отдельной мастер-модели и, соответственно, отдельной резинки), но и из-за расчета будущих продаж изделия - спрос на тот или иной размер кольца должен быть учтен при заказе.
Следует отметить, что описанный выше процесс включает в себя только производство ювелирных изделий в целом (кольца, браслеты, подвески, серьги). Такие элементы украшений, как цепи, застежки и другие виды фурнитуры, приобретаются на ювелирном заводе отдельно, часто у других компаний, специализирующихся на плетении цепей и создании соединительных элементов для них.
Описанная выше модель производства, конечно, не является уникальной, но она считается наиболее подходящей для промышленного производства.

